NaCl Crystallization
Introduction
Crystallization is the precipitation and extraction of the crystals from a mother liquor based on solute supersaturation. Crystallization is a potential solution to desalination’s environmental brine management problem; brine crystallization systems have been shown to achieve zero-liquid discharge and salt recovery.
The objective of the mathematical model is to simulate crystallization from a NaCl mother liquor. The example is based on (but does not replicate exactly) Example 11.4 in Tavare, N.S. (1995).
Implementation
The modeled crystallization process is illustrated by Figure 1. Thermal energy for the evaporative crystallizer is added in the suspension heater, with the water vapor product sent off to a condenser (not modeled here).
The flowsheet relies on the following key assumptions:
supports steady-state only.
a property package supporting all three phases (e.g., the crystallizer property package) is provided for the crystallizer model.
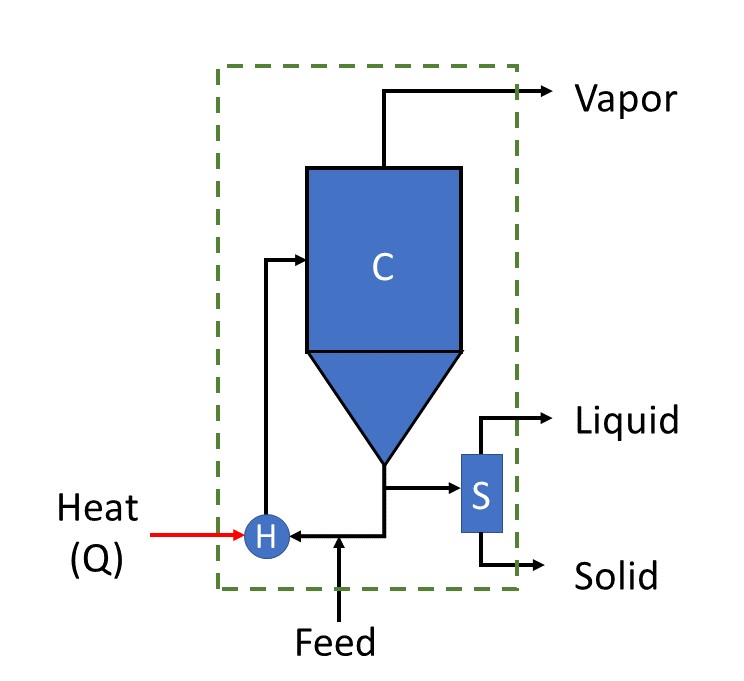
Figure 1. Crystallizer flowsheet
- Documentation for the crystallizer unit model can be found below.
Degrees of Freedom
For the crystallizer unit model, if the inlet feed condition is fully specified, the user is left with two degrees of freedom. In this example, the following variables are initially specified for simulating the crystallizer (i.e., degrees of freedom = 0):
NaCl mother liquor conditions (i.e., flow, temperature, pressure, compositions)
Crystallizer operating temperature
Solid outlet mass flow
- However, it should be noted that any of the following variables could have been fixed as alternatives to the solid outlet mass flow:
Crystallization yield
Solids volumetric fraction of product slurry
Magma density
Vapour outlet mass flow
Crystallizer thermal energy input
We demonstrate how this may be done in our flowsheet by updating and re-solving the model. Thus, the example shows five cases:
Case 1: fixing the crystallizer operating temperature and solid outlet mass flow
Case 2: fixing the crystallizer operating temperature and crystallization yield
Case 3: fixing the crystallizer operating temperature and the product slurry solids volumetric fraction
Case 4: fixing the crystallizer operating temperature and magma density
Case 5: fixing the crystallizer operating temperature and crystallizer thermal energy input
Flowsheet Specifications
Description |
Value |
Units |
|---|---|---|
NaCl mother liquor\(^1\) |
||
NaCl feed mass flow (liquid phase) |
10.5119 |
\(\text{kg}\text{/s}\) |
Water feed mass flow (liquid phase) |
38.9326 |
\(\text{kg}\text{/s}\) |
NaCl feed mass flow (solid phase) |
0 |
\(\text{kg}\text{/s}\) |
Water feed mass flow (vapor phase) |
0 |
\(\text{kg}\text{/s}\) |
Feed temperature |
293.15 |
\(\text{K}\) |
Pressure |
101325 |
\(\text{Pa}\) |
Crystallizer\(^1\) |
||
Crystallizer operating temperature |
348.15 |
\(\text{K}\) |
Other degree of freedom |
||
Solid outlet mass flow \(^1\) |
5.556 |
\(\text{kg/}\text{s}\) |
Crystallization yield |
70 |
\(\text{%}\) |
Solids volumetric fraction of product slurry |
0.1182 |
\(\text{dimensionless}\) |
Magma density \(^1\) |
250 |
\(\text{kg/}\text{m}^3\) |
Crystallizer thermal energy input \(^1\) |
55,000 |
\(\text{kW}\) |
References
[1] Tavare, N.S. (1995). Crystallizer Design and Operation. In: Industrial Crystallization. The Springer Chemical Engineering Series. Springer, Boston, MA. https://doi.org/10.1007/978-1-4899-0233-7_11